
产品目录
PRODUCT CENTER联系我们
CONTACT US
全国统一咨询电话
13803862576电话:0371-63750182
邮箱:Wld9898@126.com
地址:郑州市上街区工业路与安阳路交叉口
向北200米路西
常见问题
发布时间:2018-08-06 来源:威力达机械 浏览量:次
卷板机也叫圈圆机、卷圆机。 是一种将金属板材弯卷成筒体、锥体、曲面体或其他形体的通用成形设备。根据三点成圆的原理,利用工作辊相对位置变化的旋转运动使板材产生连续的塑性变形,以获得预定形状的工件。广泛用于锅炉、造船、石油、化工、金属结构及机械制造行业。
威力达机械15年不断的学习和引进先进卷板机技术,卷板机的生产技术不断提高。下面本厂就筒体的制造工艺进行简单介绍。
领料
领料人必须确认材料符合图纸、工艺要求,材料表面无明显缺陷,材料质量及规格符合相应的国家标准、行业标准的规格。
划线
在放样(展开)时,筒体直径必须与封头实际直径一致,筒体材料展开尺寸计算应以筒体中径为计算依据。展开长度方向应与钢板轧制造方向一致,极限角度位置为45°。
预弯
卷板时平板两端各有一段长度由于接触不到上辊而不发生弯曲,称为剩余直边。对称弯曲时剩余直边一般约为下辊中心的一半,同时也与板厚有关。不对称弯曲的剩余直边大约是对称弯曲的1/6~1/10.这部分剩余直边在矫圆时难以完全消除,易产生质量和设备事故,故应对板材进行预弯。如果没有预弯,那么在最后卷制结束后可以用模板进行矫正。
预弯前必须清洁钢板表面,辊筒表面不得有锈皮、毛刺、棱角、硬质颗粒
对中
板料在放入卷板机时,为了防止歪斜,导致工件扭斜,应进行对中,使工件母线与辊筒轴平行,保证卷圆质量。
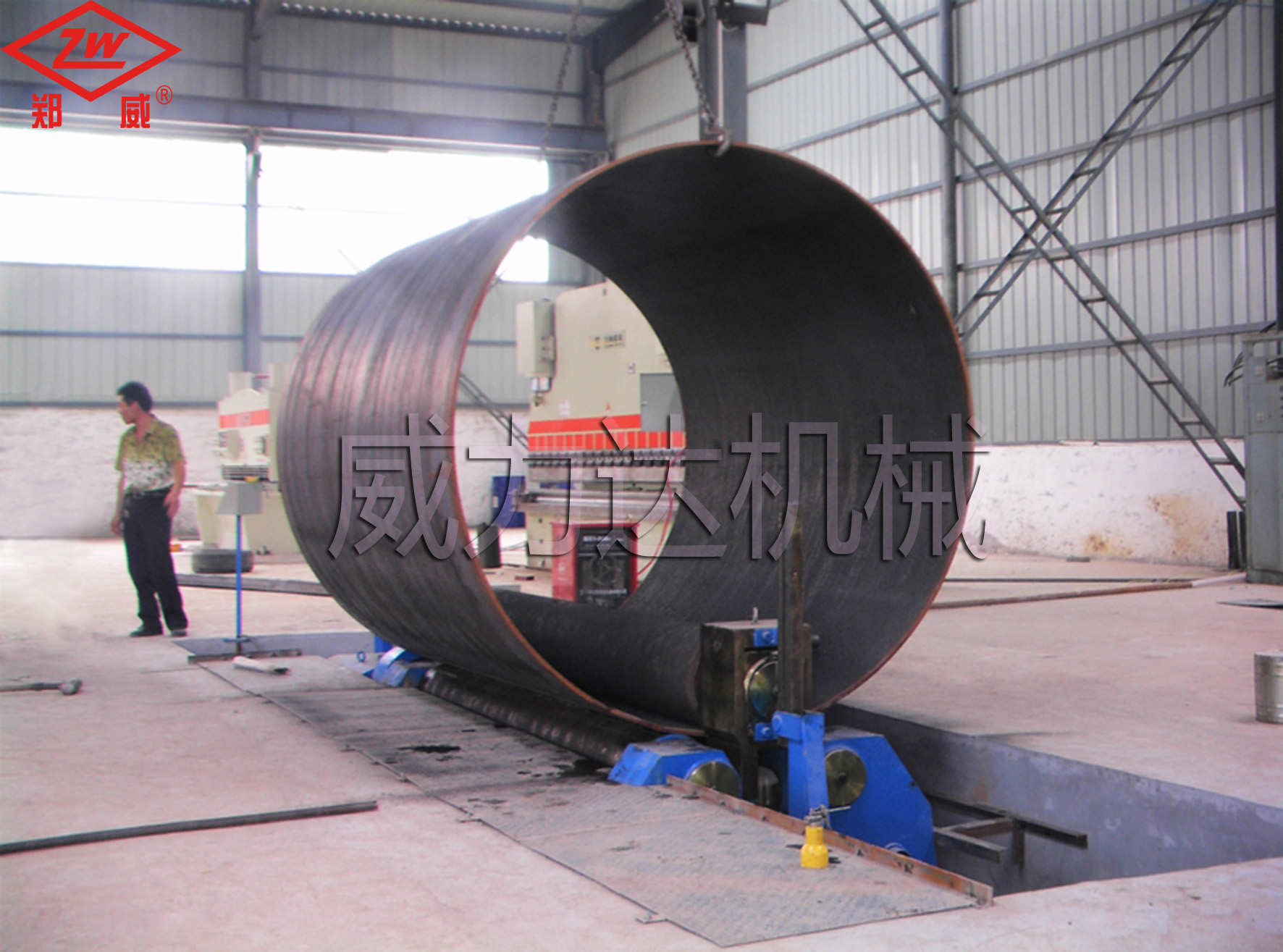
卷圆
卷圆是产品成形的主要过程,分为一次进给与多次进给。进给次数取决于工艺(如冷卷时不得超过允许的最大变形率)及设备限制条件(如不打滑条件和功率条件)。冷卷回弹量显著时,须加一定的过卷量。筒体端部向错开量要求<1.5mm。平板的卷制过程如图所示。
矫圆
矫圆的目的是尽可能使整圆曲率均匀一致,以提高产品质量。一般矫圆步骤为:
加载。根据经验或计算将辊筒调到所需的最大矫正曲率位置。
滚圆。将辊筒在矫正曲率下滚圆2圈,着重滚卷焊接区,使整圆曲率一致。
卸载。逐渐卸除载荷,使工作在逐渐减小的矫正载荷下多次滚卷。
上一篇:威力达卷板机是您理想之选!
下一篇:润滑对三辊卷板机的6大作用

微信咨询